























Green biotechnology is the branch of biotechnology focused on agriculture, crops and land-based ecosystems. It uses biological knowledge and tools to improve plant productivity, reduce environmental pressure and create more sustainable agricultural systems.
Its importance comes from the fact that agriculture must produce more while using resources more efficiently. Green biotechnology supports that goal through crop improvement, biological inputs, better resilience and more environmentally conscious production strategies.
Green biotechnology applies biotechnology to agriculture and the environment to improve crops, reduce dependence on harsh chemical inputs and support more sustainable production.
What is green biotechnology?
Green biotechnology is the application of biotechnology in agriculture and land-based environmental systems. It includes plant biotechnology, crop improvement, the use of beneficial microorganisms and the development of biological alternatives to traditional agricultural inputs.
In practice, it is used to make crops more resistant to pests, disease, drought or other stress factors, and to support more efficient and sustainable production systems.
Green biotechnology is not only about genetic modification, it also includes biological tools that improve agriculture and reduce environmental burden.
Main applications of green biotechnology
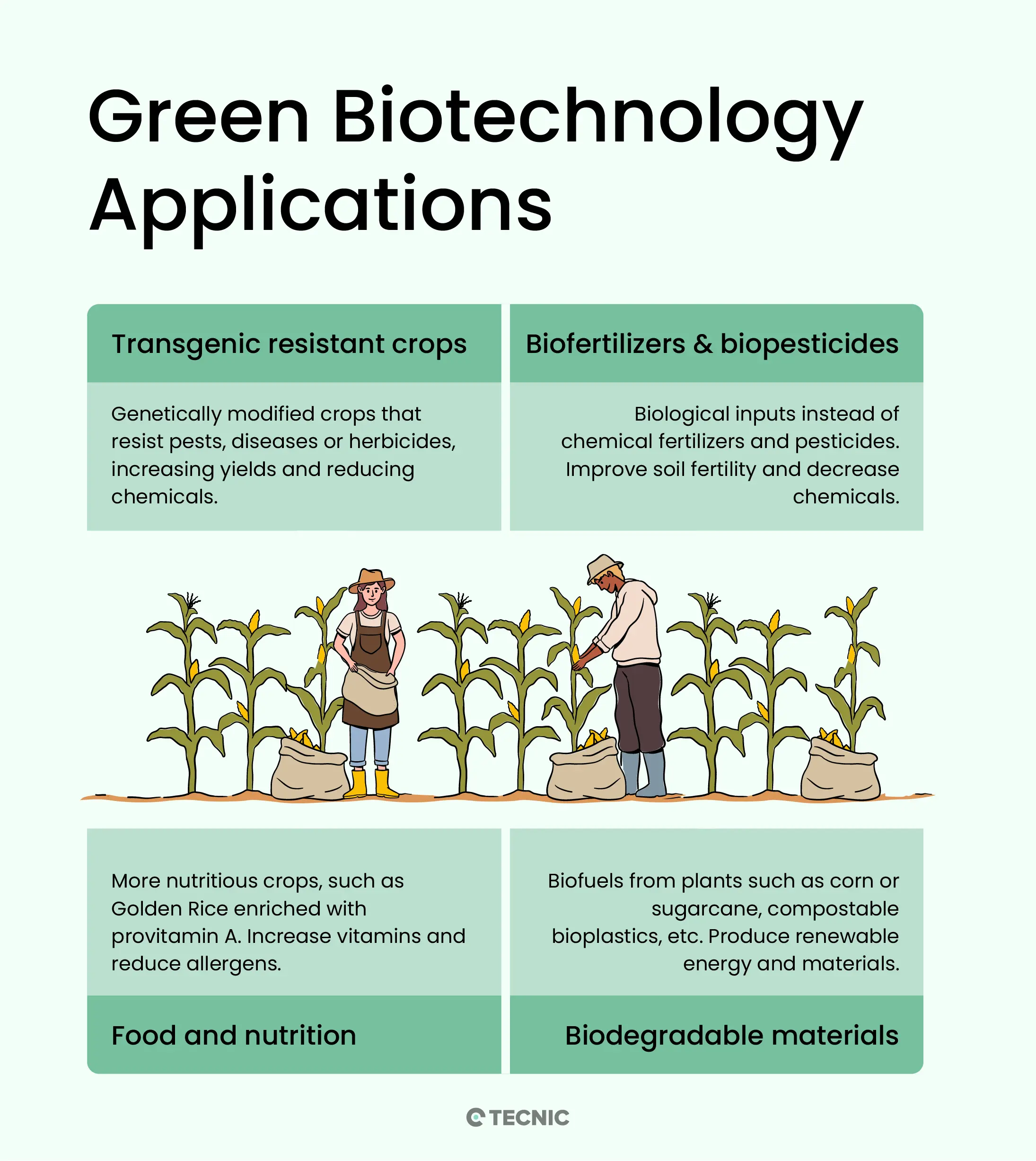
Green biotechnology has several important applications in agriculture and sustainability. It is used to improve crop performance, reduce input intensity and develop cleaner production strategies.
Used to develop crops that better resist pests, disease, drought or herbicide stress.
Uses beneficial microorganisms to improve nutrient availability and reduce dependence on synthetic fertilizers.
Uses biological agents to reduce the need for conventional chemical pesticides.
Supports renewable energy and biodegradable material routes linked to plant-based resources.
Examples of green biotechnology
Some of the clearest examples include pest-resistant crops such as Bt cotton, nutritionally enhanced crops such as Golden Rice, and the use of nitrogen-fixing bacteria or mycorrhizae as biofertilizers. The field also overlaps with phytoremediation and some fermentation-linked agricultural products.
Crop improvement examples
Bt cotton, herbicide-tolerant soybean and Golden Rice are commonly cited cases of green biotechnology in agriculture.
Biological input examples
Rhizobium inoculants, mycorrhizal fungi and Bacillus thuringiensis-based control are examples of biological tools used in greener production systems.
Green biotechnology includes both advanced molecular tools and more applied biological solutions used directly in the field.
Main benefits of green biotechnology
The main benefits include more sustainable agriculture, improved food security, lower agrochemical use in some contexts and better nutritional or agronomic crop performance. Green biotechnology can also help support cleaner farming practices and resilience under difficult conditions.

Risks and challenges of green biotechnology
Although the benefits are substantial, the field also has real challenges. These include biodiversity concerns, ecological balance, public acceptance, socioeconomic dependence on large seed or technology providers, and the need for strong regulatory oversight.
Green biotechnology offers strong benefits, but its value depends on how responsibly it is developed, regulated and applied.
How TECNIC fits this workflow
TECNIC fits this topic through the broader bioprocess perspective. Many biotechnology applications, whether agricultural, microbial or process-development oriented, still depend on controlled equipment, reproducibility and scale-up logic. That is where laboratory systems, bioreactors and related solutions remain relevant as enabling technology.
Bioreactors
Relevant when biological systems need controlled development and scale-up under defined conditions.
Laboratory equipment
Useful for early-stage biotechnology projects that need stable and reproducible process conditions.
TFF systems
Relevant when biological workflows need filtration, concentration or downstream support after cultivation.
Contact TECNIC
When biotechnology moves from concept to process, technical discussion becomes more useful than a general overview.
This article works best when green biotechnology is presented as a real applied field shaped by biology, sustainability and process control together.
Frequently asked questions
What is green biotechnology?
It is the branch of biotechnology focused on agriculture and land-based environmental applications.
What is green biotechnology used for?
It is used for crop improvement, biofertilizers, biopesticides, nutritional enhancement and related sustainable agricultural applications.
What are examples of green biotechnology?
Examples include Bt cotton, Golden Rice, Rhizobium inoculants, mycorrhizae and phytoremediation approaches.
What are the benefits of green biotechnology?
Its main benefits include more sustainable agriculture, better yields in some contexts, reduced chemical dependence and improved food quality.
What are the risks of green biotechnology?
Risks include biodiversity concerns, ecological imbalance, public acceptance issues and socioeconomic dependence on specific technologies.
Exploring how applied biotechnology connects with controlled process development?
Explore TECNIC’s bioprocess solutions or speak with our team to review the right setup for reproducible biological workflows.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}